Series |
N/A 310 |
Assembly Type |
N/A Double-Ended Plug Cable Assembly |
Altitude/Reduced Pressure Rating |
N/A 70,000 ft. |
Current Rating |
N/A 10 Amp |
Operating Temperature |
N/A -40 to 85 ºC |
Test Voltage |
N/A 21 kVDC at 70000 ft. (simulated) and ambient temperature |
Polarization |
N/A
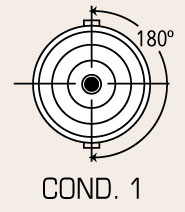 Cond. 1 |
Mating Compatibility |
N/A Mates series 311 Cond. 1 receptacles and adaptors. |
Bayonet Coupling Nut Material |
N/A Brass |
Bayonet Coupling Nut Finish |
N/A Nickel |
Coupling Style |
N/A Bayonet |
END #1 |
N/A 167-4356 |
END #2 |
N/A 167-4356 |
Sealed Receptacle |
N/A N/A |
| Standard/Non-Standard1 | N/A Standard Part |
Export Classification |
N/A TBD |
RoHS Compliant |
N/A TBD |
Voltage Rating |
N/A 15 kVDC |
|
Step 1 Step 3 | |||||||||||


